ŃĆɵ£¼ń¤źĶ»åńé╣µēĆÕ▒×ń½ĀĶŖéŃĆæń¼¼õ║īń½Ā µ£║ńöĄÕĘźń©ŗõĖōõĖܵŖƵ£»ŌĆöŌĆö2.3ńäŖµÄźµŖƵ£»ŌĆöŌĆö2.3.2ńäŖµÄźµ¢╣µ│ĢÕÆīńäŖµÄźÕĘźĶē║
µ£¼ĶŖéÕłåÕĆ╝ÕłåÕĖā’╝Ü’╝ł2.3ńäŖµÄźµŖƵ£»’╝ē
| ķóśÕ×ŗ | 2018 | 2019 | 2020 | 2021 | 2022 | 2023 |
| ÕŹĢķĆēķóś | 2 | 0 | 0 | 0 | 0 | 0 |
| ÕżÜķĆēķóś | 0 | 2 | 2 | 2 | 2 | 2 |
| µĪłõŠŗ | 8 | 0 | 0 | 0 | 0 | 0 |
| Õ╣│ÕØćÕłå’╝Ü3.33 | ||||||
µ£¼ĶŖéµĪåµ×Č

ĶĆāńé╣’╝ÜńäŖµÄźµ¢╣µ│ĢÕÆīńäŖµÄźÕĘźĶē║
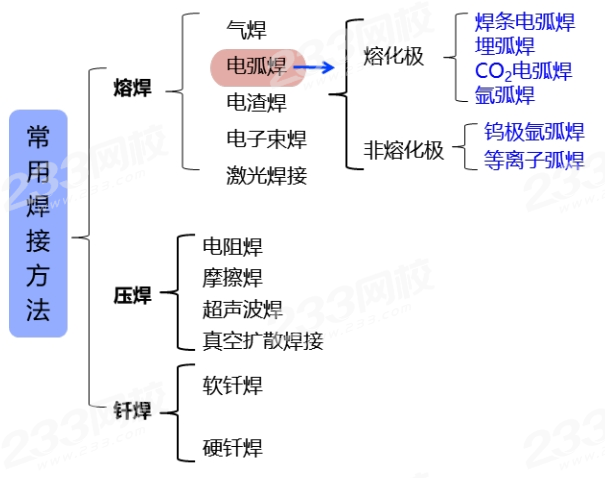
’╝łõĖĆ’╝ēńäŖµÄźµÄźÕż┤
1.ńäŖµÄźµÄźÕż┤ńö▒ńäŖń╝ØŃĆüńåöÕÉłÕī║ŃĆüńāŁÕĮ▒ÕōŹÕī║ÕÆīµ»ŹµØÉķćæÕ▒×ń╗䵳ÉŃĆé
2.ńäŖµÄźµÄźÕż┤ÕĮóÕ╝Å’╝ÜÕ»╣µÄźµÄźÕż┤ŃĆüTÕĮóµÄźÕż┤ŃĆüĶ¦ÆµÄźµÄźÕż┤ÕÅŖµÉŁµÄźµÄźÕż┤ńŁēŃĆé
3.ńäŖń╝ØÕ£©µ¢ĮńäŖµŚČń®║ķŚ┤õĮŹńĮ«ŃĆéÕłåõĖ║Õ╣│ńäŖń╝ØŃĆüń½ŗńäŖń╝ØŃĆüµ©¬ńäŖń╝ØŃĆüõ╗░ńäŖń╝ØŃĆé
4.ńäŖµÄźń║┐ĶāĮķćÅ
Õå│Õ«ÜńäŖµÄźń║┐ĶāĮķćÅńÜäõĖ╗Ķ”üÕÅéµĢ░Õ░▒µś»ńäŖµÄźķƤÕ║”ŃĆüńäŖµÄźńöĄµĄüÕÆīńöĄÕ╝¦ńöĄÕÄŗŃĆé
q = IU/v
5.ķóäńāŁÕÅŖńäŖÕÉÄńāŁÕżäńÉå ŌśģŃĆÉķĆēµŗ®ŃĆæ
1’╝ē20HICõ╗╗µäÅÕŻüÕÄÜÕØćķ£ĆĶ”üńäŖÕēŹķóäńāŁÕÆīńäŖÕÉÄńāŁÕżäńÉå’╝īõ╗źķś▓µŁóÕ╗ČĶ┐¤ĶŻéń║╣ńÜäõ║¦ńö¤ŃĆéĶŗźõĖŹĶāĮÕÅŖµŚČńāŁÕżäńÉå’╝īÕłÖÕ║öÕ£©ńäŖÕÉÄń½ŗÕŹ│ÕÉÄńāŁ200~350Ōäāõ┐صĖ®ń╝ōÕåĘŃĆéÕÉÄńāŁÕŹ│ÕÅ»ÕćÅÕ░ÅńäŖń╝ØõĖŁµ░óńÜäÕĮ▒ÕōŹ’╝īķÖŹõĮÄńäŖµÄźµ«ŗõĮÖÕ║öÕŖø’╝īķü┐ÕģŹńäŖµÄźµÄźÕż┤õĖŁÕć║ńÄ░ķ®¼µ░ÅõĮōń╗äń╗ć’╝īõ╗ÄĶĆīķś▓µŁóµ░óĶć┤ĶŻéń║╣ńÜäõ║¦ńö¤ŃĆé
2’╝ēõŠŗÕ”é’╝ÜķØ×ÕÉłķćæķÆóń«ĪķüōÕŻüÕÄÜÕż¦õ║Ä19mmµŚČ’╝īÕ║öĶ┐øĶĪīńäŖÕÉĵȳķÖżÕ║öÕŖøńāŁÕżäńÉå
6.ńäŖµÄźµĖģńÉåŃĆÉ24Õ╣┤µ¢░Õó×ŃĆæ

ķōØÕÅŖķōØÕÉłķćæńäŖµÄźÕØĪÕÅŻÕÅŖÕģČķÖäĶ┐æÕÉä50mm-Õī¢ÕŁ”µ¢╣µ│Ģµł¢µ£║µó░µ¢╣µ│ĢÕÄ╗ķÖżĶĪ©ķØóµ░¦Õī¢;õĖÖķģ«-ÕÄ╗ķÖżµ▓╣µ▒Ī.
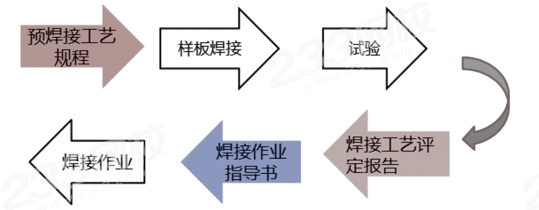
’╝łõĖĆ’╝ēńäŖµÄźÕĘźĶē║Ķ»äիܵŖźÕæŖÕÅŖõĮ£ńö©
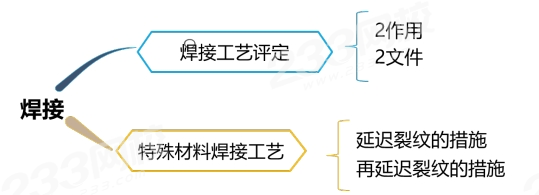
ńäŖµÄźÕĘźĶē║Ķ»äիܵś»õĖ║ķ¬īĶ»üµēƵŗ¤Õ«ÜńÜäńäŖµÄźÕĘźĶē║µŁŻńĪ«µĆ¦ĶĆīĶ┐øĶĪīńÜäĶ»Ģķ¬īĶ┐ćń©ŗÕÅŖń╗ōµ×£Ķ»äõ╗ĘŃĆé
õĮ£ńö©’╝Ü
ŌŚÅķ¬īĶ»üµ¢ĮńäŖÕŹĢõĮŹµŗ¤Õ«ÜńäŖµÄźÕĘźĶē║ńÜ䵣ŻńĪ«µĆ¦’╝īÕ╣ČĶ»äիܵ¢ĮńäŖÕŹĢõĮŹÕ£©ķÖÉÕłČµØĪõ╗ČõĖŗ’╝īńäŖµÄźµłÉÕÉłµĀ╝µÄźÕż┤ńÜäĶāĮÕŖøŃĆé
ŌŚÅõŠØµŹ«ńäŖµÄźÕĘźĶē║Ķ»äիܵŖźÕæŖń╝¢ÕłČńäŖµÄźõĮ£õĖܵīćÕ»╝õ╣”’╝īńö©õ║ĵīćÕ»╝ńäŖÕĘźµ¢ĮńäŖÕÆīńäŖÕÉÄÕżäńÉåÕĘźõĮ£’╝īõĖĆõĖ¬ńäŖµÄźÕĘźĶē║Ķ»äիܵŖźÕæŖÕÅ»ńö©õ║Äń╝¢ÕłČÕżÜõĖ¬ńäŖµÄźõĮ£õĖܵīćÕ»╝õ╣”ŃĆéõĖĆõĖ¬ńäŖµÄźõĮ£õĖܵīćÕ»╝õ╣”ÕÅ»õ╗źõŠØµŹ«õĖĆõĖ¬µł¢ÕżÜõĖ¬ńäŖµÄźÕĘźĶē║Ķ»äիܵŖźÕæŖń╝¢ÕłČŃĆé
ŃĆÉĶĆāķóśń╗āõ╣ĀŃĆæ
1ŃĆüõĖŗÕłŚÕģ│õ║ÄńäŖµÄźµØɵ¢ÖķĆēńö©ÕÄ¤ÕłÖĶ»┤µ│ĢõĖŁ’╝īķöÖĶ»»ńÜ䵜»()ŃĆé
A.Õ£©ńäŖµÄźń╗ōµ×äÕłÜµĆ¦Õż¦ŃĆüµÄźÕż┤Õ║öÕŖøķ½śŃĆüńäŖń╝صśōõ║¦ńö¤ĶŻéń║╣ńÜäõĖŹÕł®µāģÕåĄõĖŗ’╝īÕ║öĶĆāĶÖæķĆēńö©µ»öµ»ŹµØÉÕ╝║Õ║”õĮÄńÜäńäŖµØĪ
B.Õ£©ķģĖµĆ¦ńäŖµØĪÕÆīńó▒µĆ¦ńäŖµØĪķāĮÕÅ»µ╗ĪĶČ│Ķ”üµ▒鵌Ȓ╝īÕ║öÕ░ĮķćÅķĆēńö©ńó▒µĆ¦ńäŖµØĪ
C.Õ»╣ńäŖµÄźÕĘźõĮ£ķćÅÕż¦ńÜäń╗ōµ×ä’╝īµ£ēµØĪõ╗ȵŚČÕ║öÕ░ĮķćÅķĆēńö©ķ½śµĢłńÄćńäŖµØĪ
D.Õ£©ńŗŁÕ░ŵł¢ķĆÜķŻÄµØĪõ╗ČÕĘ«ńÜäÕ£║ÕÉł’╝īÕ£©µ╗ĪĶČ│õĮ┐ńö©µĆ¦ĶāĮĶ”üµ▒éńÜäµØĪõ╗ČõĖŗ’╝īÕ║öķĆēńö©ķģĖµĆ¦ńäŖµØĪµł¢õĮÄÕ░śńäŖµØĪ
2ŃĆüÕģ│õ║ÄńäŖµÄźÕĘźĶē║Ķ»äÕ«ÜÕÅŖÕģȵŖźÕæŖńÜäĶ»┤µ│Ģ’╝īµŁŻńĪ«ńÜäµ£ē’╝ł’╝ēŃĆé
A.ńö©õ║Äķ¬īĶ»üÕÆīĶ»äÕ«ÜńäŖµÄźÕĘźĶē║µ¢╣µĪłńÜ䵣ŻńĪ«µĆ¦
B.ńø┤µÄźńö©õ║ĵīćÕ»╝ńö¤õ║¦
C.µś»ńäŖµÄźÕĘźĶē║µīćÕ»╝õ╣”ńÜäµö»µīüµ¢ćõ╗Č
D.ÕÉīõĖĆńäŖµÄźÕĘźĶē║Ķ»äիܵŖźÕæŖÕÅ»õĮ£õĖ║ÕćĀõ╗ĮńäŖµÄźõĮ£õĖܵīćÕ»╝õ╣”ńÜäõŠØµŹ«
E.ÕżÜõ╗ĮńäŖµÄźÕĘźĶē║Ķ»äիܵŖźÕæŖÕÅ»õĮ£õĖ║õĖĆõ╗ĮńäŖµÄźõĮ£õĖܵīćÕ»╝õ╣”ńÜäõŠØµŹ«
’╝łõ║ī’╝ēńē╣µ«ŖµØɵ¢ÖńäŖµÄźÕĘźĶē║µÄ¬µ¢Į
1.ķś▓µŁóõ║¦ńö¤Õ╗ČĶ┐¤ĶŻéń║╣ńÜäµÄ¬µ¢Į
1’╝ēÕ║öķććÕÅ¢ŌæĀńäŖµØĪńāśÕ╣▓ŃĆüŌæĪÕćÅÕ░æÕ║öÕŖøŃĆü ŌæóńäŖÕēŹķóäńāŁŃĆüŌæŻńäŖÕÉÄńāŁÕżäńÉåŃĆüŌæżõĖźµĀ╝µē¦ĶĪīńäŖÕÉÄńāŁµČłµ░óÕżäńÉåńÜäÕĘźĶē║ŃĆé
2’╝ēÕ»╣Õ«╣µśōõ║¦ńö¤ńäŖµÄźÕ╗ČĶ┐¤ĶŻéń║╣ńÜäķÆóµØÉ’╝īńäŖÕÉÄÕ║öÕÅŖµŚČĶ┐øĶĪīńāŁÕżäńÉåŃĆéÕĮōõĖŹĶāĮÕÅŖµŚČĶ┐øĶĪīńāŁÕżäńÉåµŚČ’╝īÕ║öÕ£©ńäŖÕÉÄń½ŗÕŹ│ÕØćÕīĆÕŖĀńāŁĶć│200~350Ōäā’╝īÕ╣Čõ┐صĖ®ń╝ōÕåĘ
2.ķś▓µŁóõ║¦ńö¤ÕåŹńāŁĶŻéń║╣ńÜäµ¢╣µ│Ģ
1’╝ēķóäńāŁ’╝Ü 200~450Ōäā ’╝īĶŗźńäŖÕÉÄĶāĮÕÅŖµŚČÕÉÄńāŁ’╝īÕÅ»ķĆéÕĮōķÖŹõĮÄķóäńāŁµĖ®Õ║”ŃĆé
2’╝ēÕ║öńö©õĮÄÕ╝║Õ║”ńäŖń╝Ø’╝īõĮ┐ńäŖń╝ØÕ╝║Õ║”õĮÄõ║ĵ»ŹµØÉõ╗źÕó×ķ½śÕģČÕĪæµĆ¦ÕÅśÕĮóĶāĮÕŖø
3’╝ēÕćÅÕ░æńäŖµÄźÕ║öÕŖø’╝īÕÉłńÉåÕ£░Õ«ēµÄÆńäŖµÄźķĪ║Õ║Å’╝īÕćÅÕ░æõĮÖķ½ś’╝īķü┐ÕģŹÕƼĶŠ╣ÕÅŖµĀ╣ķā©µ£¬ńäŖķĆÅńŁēń╝║ķÖĘõ╗źÕćÅÕ░æńäŖµÄźÕ║ö
ŃĆÉõĖĆÕłåķƤķƤĶ«░µĆ╗ń╗ōŃĆæ
µ│©’╝Üõ╗źõĖŖÕŁ”õ╣ĀÕåģÕ«╣ķĆēĶć¬ńÄŗÕŁÉÕłØĶĆüÕĖł2024Õ╣┤ŃĆŖµ£║ńöĄŃĆŗń▓ŠĶ«▓ńÅŁµÄłĶ»ŠĶ«▓õ╣ē
(µ£¼µ¢ćõĖ║233ńĮæµĀĪÕÄ¤Õłøµ¢ćń½Ā’╝īõ╗ģõŠøĶĆāńö¤ÕŁ”õ╣ĀõĮ┐ńö©’╝īń”üµŁóõ╗╗õĮĢÕĮóÕ╝ÅńÜäĶĮ¼ĶĮĮ)
ńé╣Õć╗õĖŗĶĮĮ>>ńÄŗÕŁÉÕłØ24Õ╣┤ŃĆŖµ£║ńöĄŃĆŗń▓ŠĶ«▓Ķ»ŠĶ«▓õ╣ēŃĆÉń¼¼66µē╣ŃĆæ

µĖ®ķ”©µÅÉńż║’╝ܵ¢ćń½Āńö▒õĮ£ĶĆģ233ńĮæµĀĪ-jiangyanńŗ¼ń½ŗÕłøõĮ£Õ«īµłÉ’╝īµ£¬ń╗ÅĶæŚõĮ£µØāõ║║ÕÉīµäÅń”üµŁóĶĮ¼ĶĮĮŃĆé



